
Eddie van der Gaag
Accountmanager Zuid
Met de 3RD heeft CMA een unieke machine op de markt gebracht. In deze technische vergelijking laten we zien op welke punten de 3RD uitblinkt ten opzichte van andere producenten, en welke voordelen dat heeft voor je productieproces.


CMA bouwt al sinds 2002 boorcentra. Op basis van deze jarenlange praktijkervaring en meer dan 500 geleverde machines heeft CMA haar productportfolio continu doorontwikkeld. De 3e generatie boorcentra met het 3RD model is volledig in eigen beheer geproduceerd op basis van jarenlange ervaring en vakmanschap.
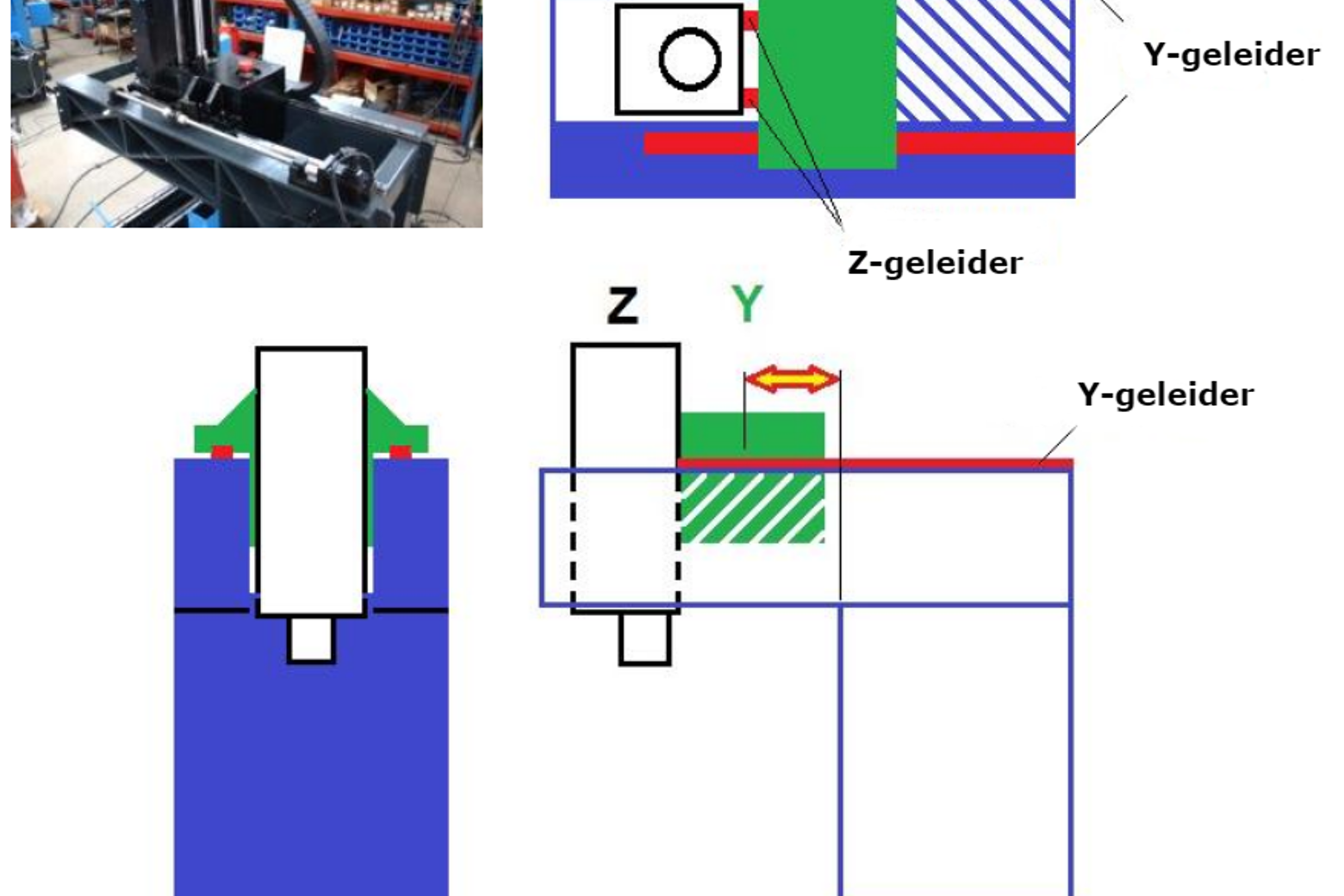
Bij veel boormachines werken alle krachten tijdens het boren asymmetrisch. De stabiliteit is daarbij afhankelijk van de positie en uitlading. Vaak is er grote afstand tussen Z-aandrijfspil en de boorspil.
Bij de CMA 3RD werken alle krachten centrisch en blijft de stabiliteit gelijk over het gehele werkgebied. Dit werkt door een stabiele, L-vormige kolom met gemonteerde boorkop. De Y- en Z-geleiders en aandrijfassen zijn dicht op de boorspil gemonteerd. Ook bij maximale Y-positie is de stabiliteit gewaarborgd en geen sprake van uitvering.
Geleiders en assen moeten vaak handmatig gesmeerd worden. Operators moeten daarbij smeerintervallen in acht nemen. Het is immers niet ondenkbaar dat je een keer vergeet te smeren.
Om dit te voorkomen is bij de CMA 3RD de smering geïntegreerd in de lineaire omloop geleiding (volledig met kogels uitgevoerd) en compleet onderhoudsvrij tot 25.000 km (komt overeen met 14.000 uren in ijlgang). Operators hoeven geen smeerintervallen meer in te voegen.
Het aandrijfsysteem is een belangrijk onderdeel van een boorcentrum als je effectiviteit wil verbeteren. Opties, zoals de mogelijkheid tot helix frezen is bij veel boorcentra niet mogelijk. Ook hebben CNC-boorcentra vaak een maximum van 2000 RPM. Maar dat zegt niet alles.
Het gaat niet alleen om de grootste boordiameter. Het is belangrijk dat ook kleine gaten snel geboord kunnen worden. Een 10 mm VHM-boor werkt op 2000 RPM, maar deze kan ook gebruikt worden tot 3800 RPM en werkt daarmee 90% sneller. Voor draadsnijden is het koppel weer bepalend.
Conclusie: de bouwcapaciteit en het motorvermogen zijn niet allesbepalend. Het geschikte snelheidsbereik en de koppel zijn evengoed van belang. CMA biedt met de 3RD om die reden 12 verschillende aandrijfmogelijkheden waarbij snelheidsbereik en koppel optimaal kunnen worden afgestemd op het toepassingsgebied.
Boorcentra hebben vaak een standaard MK opname met snelwisselsysteem (niet geschikt voor frezen). Optioneel is ISO 40 vaak ook mogelijk. De lineaire gereedschapswissel is voor de kolom gemonteerd. Dit heeft als nadeel dat een gereedschapswissel aan de rechterkant niet mogelijk is (want de kop moet tot 900 mm naar links bewegen) en de het gereedschap is niet beschermd tegen spaanders en koelvloeistof.
Omdat de 3RD van CMA ook kan frezen is de BT 40 opname standaard bij onze machine. De draaibare gereedschapswisselaar is in de kolom geïntegreerd. Dit heeft enkele voordelen:

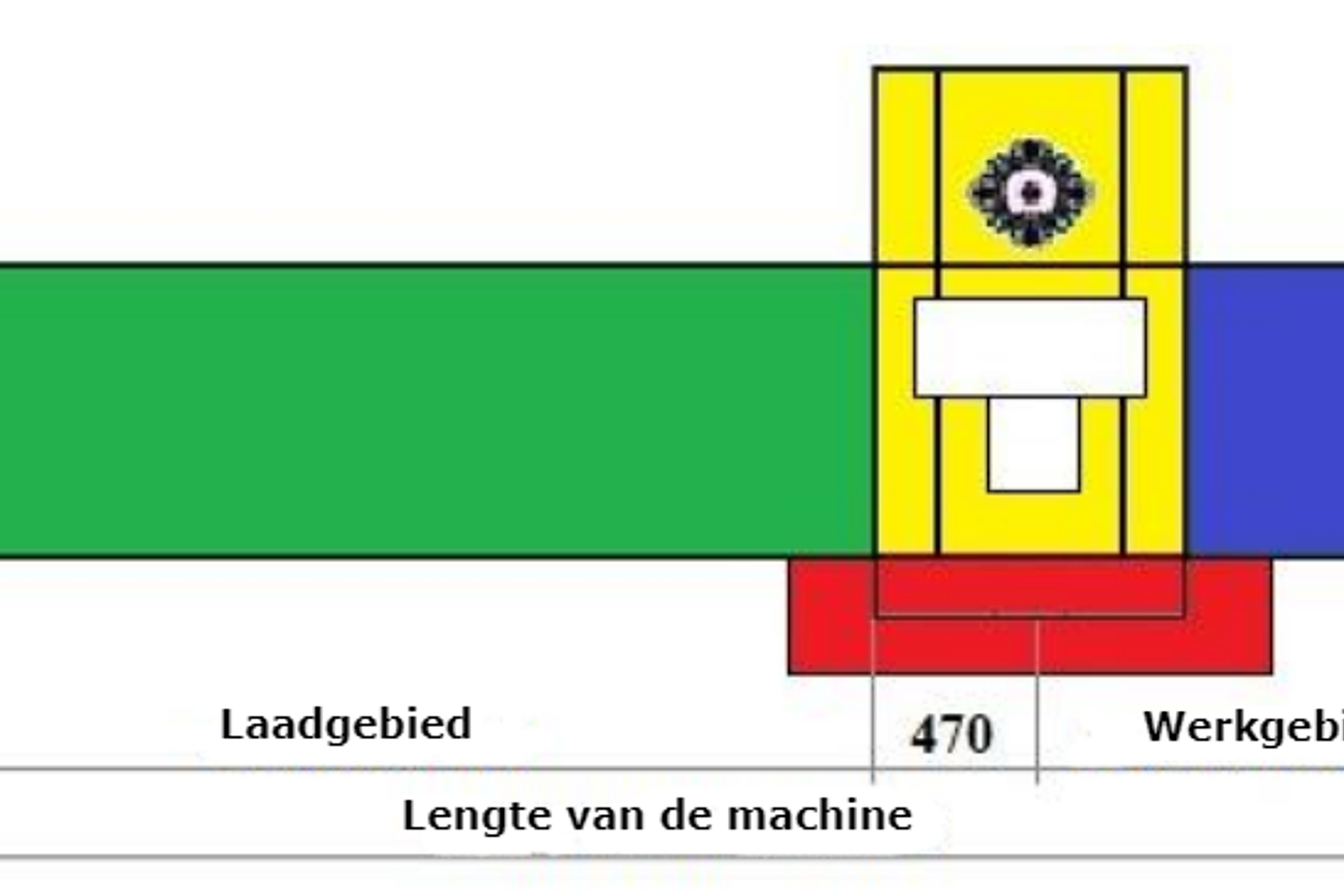
Bij veel CNC boorcentra is continue productie optioneel en alleen mogelijk wanneer er links en rechts hetzelfde programma wordt gedraaid. Daarbij moet de inloopbeveiliging met de hand verplaatst worden.
Eén van de grote voordelen van een CMA 3RD boorcentrum is juist continue productie. De machine is standaard uitgerust met deze functie. Terwijl je aan de éne kant aan het laden en lossen bent kan op de andere kant geproduceerd worden. De machine is zó flexibel dat het zelfs mogelijk is om grote hoeveelheden producten tegelijk te bewerken. De 3RD wordt standaard geleverd met een laserscanner, waarmee flexibele tafelindeling mogelijk is. De pauze en wachtposities tussen de werkgebieden zijn vrij programmeerbaar.
Standaard worden boorcentra vaak aangeboden met een vaste inloopbeveiligingen. Geldende veiligheidsvoorschriften geven aan dat de sensor zich maximaal 30 mm boven het oppervlak mag bevinden. Dit wordt vaak niet nageleefd, maar wel optioneel aangeboden. De achterkant van de machine wordt niet standaard afgeschermd, maar vaak als optie aangeboden.
De 3RD van CMA is standaard uitgevoerd met een laserscanner. Met dit systeem kan een operator naar hartenlust producten wisselen. Zodra de boorkop te dicht in de buurt komt wordt door het beveiligingssysteem ingegrepen. Bovendien is het afschermen van de machine geen optie maar standaard, omdat veiligheid van de operator voor CMA een topprioriteit is.
Bij veel boorcentra is interne koeling optioneel mogelijk, maar is de machine helemaal open. Dat heeft als gevolg dat de operator niet beschermd is tegen spanen en koelvloeistof. Ook breuken in gereedschap of onderdelen zijn een risico voor de operator.
Het 3RD boorcentrum van CMA wordt (optioneel) intern gekoeld door een Deublin toevoerklep in combinatie met een spatscherm. Voor handmatige gereedschapswisselingen en optimaal overzicht tijdens de inrichting is de spatbescherming uitgevoerd met een deur. Door interne koeling wordt de koelvloeistof wordt altijd aan de snijkant toegevoegd en worden de spanen verwijderd. Dit zorgt ervoor dat machines 4-9 keer sneller produceren dan HSS-boren.
Vaak worden boorcentra standaard geleverd met tafels voorzien van T-gleuven, door middel van een tussenplaat vastgeschroefd op het machineframe en met M6 bouten ‘afgesteld’. Een 1,5 meter tafel ligt op slechts 16 M6 bouten. Een automatische spaanafvoer is vaak als optie leverbaar. De tafels zijn echter volledig gesloten en spanen moeten door de operator van de tafel verwijderd worden.
Bij de CMA 3RD wordt de tafel standaard open geleverd. Zonder automatische spaanafvoer zou er ieder uur 4-10 minuten nodig zijn om de tafel spaanvrij te maken. De machine is solide en degelijk door 20 mm stalen steunbalken en korte afstanden tussen de driehoekige dwarsbalken die in het frame van de machine gelast zijn.

Omdat de steunbalken met de machine nabewerkt worden is 100% stabiliteit gegarandeerd (zonder stelbouten of andere systemen die de stabiliteit van de tafel beïnvloeden. Standaard zijn de 3 steunbalken uitgevoerd als T-gleuven, maar de tafel is in principe een ‘gatenpatroon’ waar klemplaten of klemmen op of aan gemonteerd kunnen worden.
Vaak wordt er gebruik gemaakt van open kabelrupsen. Het nadeel hiervan is dat deze niet beschermd zijn tegen spanen. De CMA 3RD gebruikt enkel compleet gesloten IGUS-kabelrupsen om de machine optimaal te beschermen tegen scherpe spanen.
Neem contact op met de accountmanager in jouw regio.
Eddie van der Gaag
Accountmanager Zuid

Maik Wensink
Accountmanager Oost